SPARK, An ISO Company established in 2012 Promoted by Mr. P. BHEEMUDU & Entrepreneurs having varied experience in various fields like Power Sector, Hotel Industry & Real Estates. The overwhelming success in the field of Polymer Insulators, within a short span of 3 years has prompted, the Group to venture into Cables & Conductors.
Certified Expert Team
Smart Solutions
24/7 Premium Support
0B+
Revenue Project
+0%
Success Project
Play Video
Products
Product Rage
AA Ant & GNAT
ACSR – Panther, Zebra, Moose, sel, Racoon, Dog Cayote, Laynx
AAAC, ACAR
Cables
LT AB Cables, PVC & XLPE
MANUFACTURING PROCESS
ACSR conductors
Raw Materials used:
C. Grade Aluminum Rod and High Tension Galvanised Steel (HTGS)
PROCESS OF MANUFACTURE:
Wire Spooling:
HTGS wire tested and spooled into Bobbins
Stranding:
6 Nos of E.C. Grade Aluminum and 1 No. of HTGS Wire are loaded into (1+6) Tubular Stranding Machine to form ACSR Conductor of 7 strands
Multi Strand Conductor – 7 Strands of ACSR conductors, HTGS Wire is loaded into (1+6) bobbin Tubular Stranding machine to form the Steel Core and wound on Wooden Drum.
54 Nos bobbins of C. Grade Aluminum Wire 1 No Drum of Steel Core are loaded into the (12+18+24) Bobbin Multi Stranding machine to form ACSR Conductor of 61 strands & wound on to a wooden drum.
Relevant Tests performed on the conductor before offer for Inspection
Play Video
Play Video
AAAC
Process of Manufacture:
Wire Drawing:
Aluminum Alloy Rod of 9.5 mm to an intermediate stage of about 6.0 mm either bobbins or coil.
Solution Treatment:
The drawn rod of 6 mm is then loaded in a furnace for heat solution treatment. The materials is then subjected to a temperature of about 500-515°C, soaked for about 30 minutes and quenched in water within 60 seconds, allowing the alloy in the Aluminum to evenly distribute and attain required properties
Final Wire Drawing:
The material removed from the water is then drawn to its final size of required diameter corresponding to the Conductor size.
Ageing:
The drawn material is then aged in a Ageing Oven at a temperature of 150-200 ̊C for a period of 8-16 hours, again depending on the size of wire drawn. The Ageing removes the stress on the wire and gives elongation properties.
The Aged material stranded to form the final conductor, wound on wooden drums, and tests as per relevant standards performed before offer to Inspection
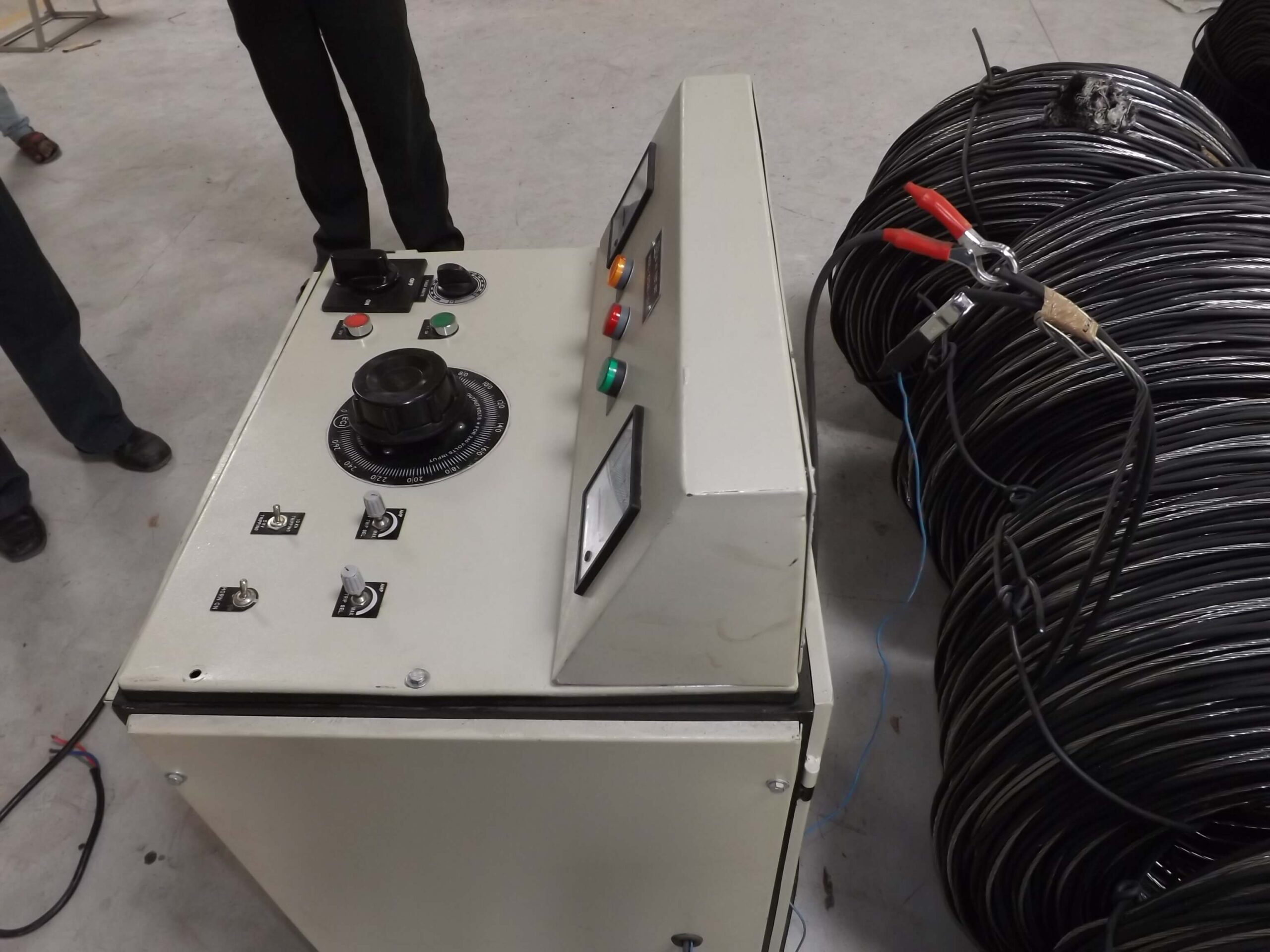
INFRASTRUCTURE
Excellent infrastructure & In House Manufacturing facilities, with latest technology Machinery & Equipments contribute towards quality & timely Production.
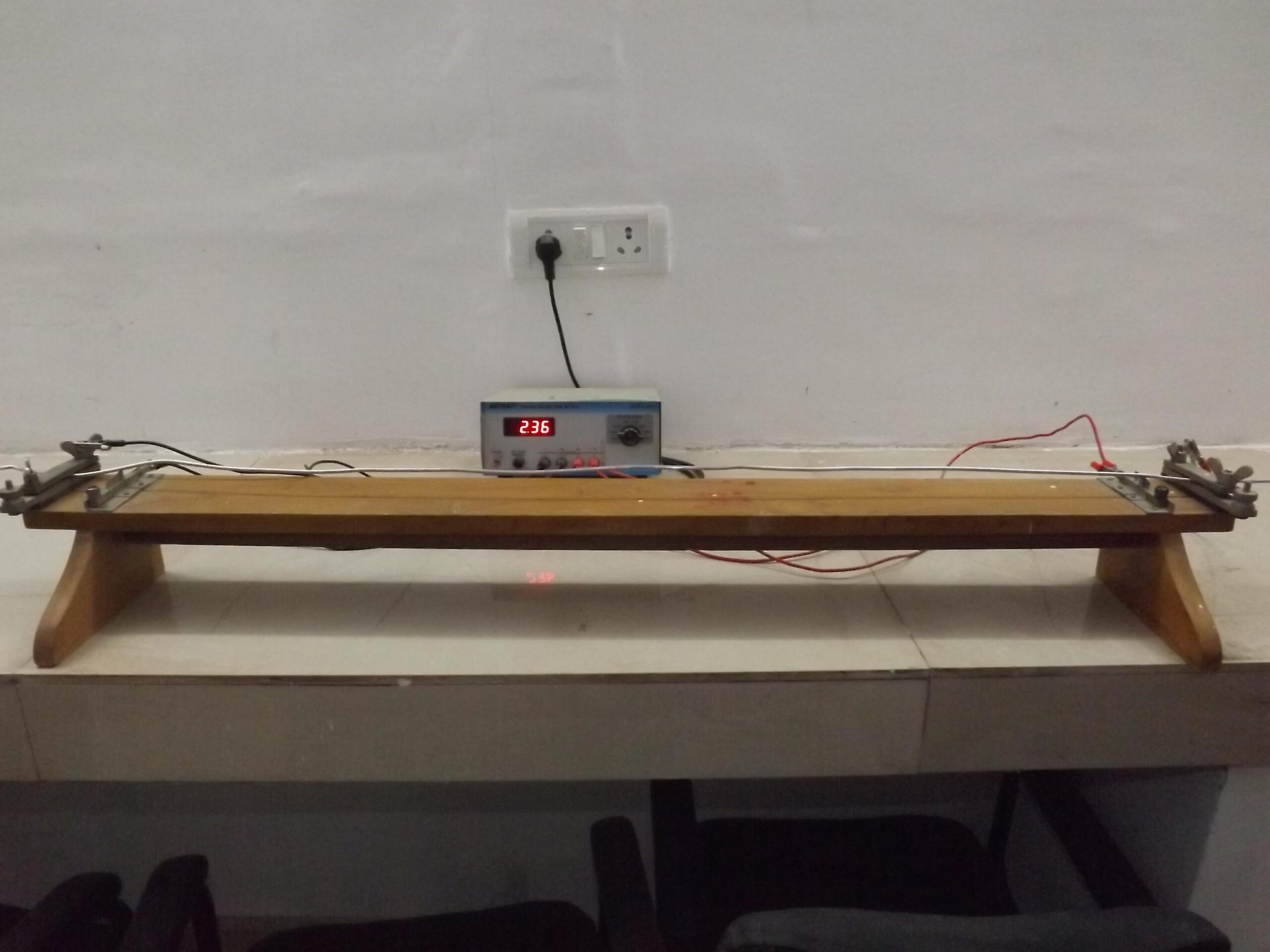
In House Testing, Research & Laboratory facilities, ensures continuous up gradation of the Products, to suit the Industry Needs
Excellent infrastructure & In House Manufacturing facilities, with latest technology Machinery & Equipments contribute towards quality & timely Production.
In House Testing, Research & Laboratory facilities, ensures continuous up gradation of the Products, to suit the Industry Needs
Play Video
Connecting businesses, ideas, and people for greater impact
We are ready to serve you differently.
A strong financial base, a dedicated R&D, Production, Quality & Marketing Team has further contributed to the substantial Overall Growth of the Company.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}